
О несоответствии нормам стержней заземления с защитным термодиффузионным цинковым (ТДЦ) покрытием
На запросы наших клиентов относительно правомерности применения стержней заземления с термодиффузионным цинковым (ТДЦ) покрытием сообщаем следующее.
Согласно ГОСТ 12.1.030-81 «Заземлитель – проводник или совокупность металлически соединенных проводников, находящихся в соприкосновении с землей».
Требования к соединениям проводников изложены в ГОСТ 10434-82. «Соединения контактные электрические. Классификация. Общие технические требования», действующий с учетом требований ГОСТ 9.005-72. «Металлы, сплавы… Допустимые и недопустимые контакты с металлами и неметаллами», а также ГОСТ 17441-84. «Соединения контактные электрические. Приемка и методы испытаний».
По ГОСТ 10434-82 контактные соединения в цепях заземляющих проводников из стали относятся к 2-ому классу контактных соединений, требующих применения средств стабилизации электрического сопротивления (т.е. неизменность электрического сопротивления в течение всего срока эксплуатации) и должны соответствовать установленным для них требованиям. Кроме этого, соответствие этим требованиям должно быть подтверждено результатами испытаний по методике ГОСТ 17441.
При этом не будем забывать о том, что вертикальные электроды заземления погружают в грунт с помощью виброударного инструмента и контактные соединения стержней подвергаются значительной и длительной (до 1 часа) вибрации,*
* Для справки. Технические характеристики применяемого инструмента:
Частота ударов – 1400 – 1500 уд./мин.;
Энергия одного удара – 25 – 55 Дж;
Масса – 16 – 26 кг.
Согласно ГОСТ 10434-82 одним из средств стабилизации электрического сопротивления резьбовых контактных соединений (как защитная мера от коррозионного воздействия) являются защитные металлические покрытия рабочих поверхностей, выбранных по ГОСТ 9.303 с учетом требований ГОСТ 9.005.
В частности, на рынке заземлителей появились технические решения с использованием в качестве защитного покрытия термодиффузионное цинковое (ТДЦ) покрытие.
Согласно стандартам, в случае применения покрытий для защиты рабочих поверхностей резьбовых соединений производитель обязан:
- испытать их по ГОСТ 9.303-84 п. 7 стр. 28. с учетом
предельных отклонений, допустимых для обеспечения необходимых посадок резьбовых деталей. При этом предельные отклонения резьб до нанесения покрытия должны быть подтверждены на соответствие стандартам на резьбы;
- испытать их на воздействие вибрации в соответствие с
требованиями ГОСТ 10434-82, п. 2.3.1., как контактные соединения, подвергающиеся вибрации.
Если производитель пренебрегает первым пунктом, призванным обеспечить свинчиваемость деталей резьбового соединения, то существует опасность отслоения защитного покрытия от стальной подложки с оголением участков стали в момент соединения отдельных стержней между собой посредством муфт.
Последствия пренебрежения вторым пунктом наиболее опасны.
Поскольку контактные соединения стержней заземления подвергаются вибрации, использование в качестве защитного покрытия рабочих поверхностей ТДЦ покрытия не допустимо, ввиду неизбежности сколов хрупкого покрытия на резьбе стержней и соединительных муфт с оголением участков стали в процессе погружения вертикального электрода заземления.
Доказать этот факт сможет каждый, кто возьмется погружать вертикальные электроды заземления, состоящие из стальных стержней с ТДЦ покрытием и стальных соединительных муфт аналогичного качества.
Если погрузить в грунт такой вертикальный электрод, состоящий из двух стержней, соединенных посредством муфты, с воздействием виброударной нагрузкой хотя-бы в течение 5 минут, затем извлечь стержни из грунта, разобрать контактное соединение, то можно увидеть следующее.
На рис. 1 и 2 показан вид стержней и муфты с ТДЦ покрытием до погружения в грунт. На рис. 3 и 4 – соответственно вид тех же элементов после воздействия виброударной нагрузкой в процессе погружения.

Рис.1

Рис.2

Рис.3

Рис.4
Как видно, после воздействия виброударной нагрузкой на резьбовое контактное соединение значительная часть ТДЦ покрытия отслоилась и оголились участки стали на резьбе. На рис. 5 показаны фрагменты ТДЦ покрытия, высыпавшиеся из муфты в процессе разборки соединения.

Рис.5
Из выше изложенного вытекает следующее.
- Поскольку данное резьбовое соединение не препятствует
проникновению агрессивных компонентов окружающей среды (прямое воздействие или капиллярный подсос химически-агрессивной грунтовой влаги) внутрь соединения, оголенные участки низколегированной углеродистой стали остаются незащищенными и подвергаются коррозии.
- Однако наиболее существенным является то, что в случае
присутствия в соединении оголенных участков стальной поверхности и остатков оцинкованного покрытия, либо свободных его фрагментов, осуществляется прямой контакт цинка с низколегированной углеродистой сталью. Согласно ГОСТ 9.005-72« Металлы, сплавы, металлические и неметаллические неорганические покрытия. Допустимые и недопустимые контакты с металлами и неметаллами» контакт цинкового покрытия с низколегированной углеродистой сталью не допустим.
Недопустимость контакта указанных металлов следует из их электрохимических свойств (цинк – анодный металл, сталь – катодный металл). При их контакте образуется гальваническая пара, приводящая к электро-контактной коррозии. В результате электрохимического взаимодействия контактирующих металлов образуются продукты, электрическая проводимость которых на несколько порядков меньше проводимости первоначальных металлов, следствием чего является повышение электрического сопротивления контактного соединения.
Контактное соединение стержней заземления посредством резьбовой стальной муфты с ТДЦ покрытием показано в разрезе на Рис. 6.
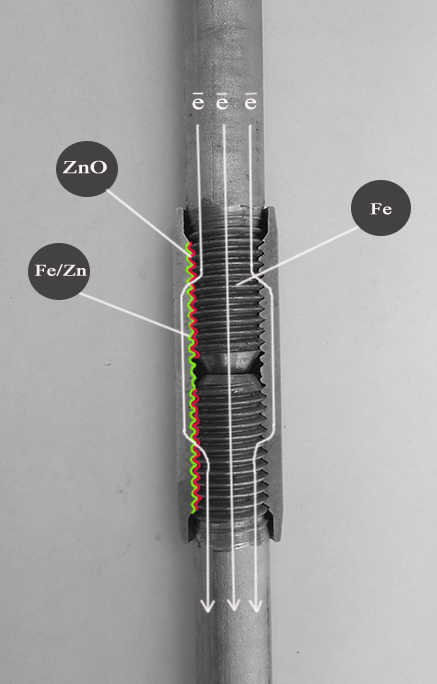
Рис.6
Всего 3% тока, стекающего через контактное соединение, проходит через прямой контакт «стержень/стержень». Большая же его часть (97%) проходит через развитый контакт «стержень/муфта/стержень».
При наличии остатков цинкового покрытия и стальных участков резьбы, лишенных покрытия, между цинком и сталью возникает гальваническая пара, приводящая к электро-контактной коррозии. В данном случае продуктом коррозии является окись цинка, имеющая высокое удельное сопротивление 106-107 ом см. Для сравнения удельное сопротивление металлического цинка составляет 5,75 10-8 ом см, (т.е. на 15 порядков меньше!), что и объясняет резкое снижение проводимости контактного соединения.
Введение в контактное соединение электропроводящей смазки в данном случае не только не спасет, но и усугубит ситуацию. Как известно, электропроводящая смазка увеличивает проводимость контактного соединения, дополнительно создавая электропроводящую среду для взаимодействия гальванической пары «сталь/цинк», ускоряя электро-контактную коррозию.
Соблюдение требований стандартов будет обеспечено лишь при полном устранении цинкового покрытия из зоны электрического контакта при условии присутствия антикоррозионной электропроводящей смазки. В этом случае обеспечивается допустимый электрический контакт «углеродистая сталь/углеродистая сталь», а антикоррозионная смазка устраняет возможность коррозии самой углеродистой стали.
Учитывая то, что в состав одного глубинного электрода может входить от 10 до 20 стержней, имеющих от 9 до 19 контактных соединений, становится очевидной опасность потери проводимости хотя бы одного из контактных соединений, что приведет к потере проводимости всего электрода заземления.
Таким образом, контактное соединение стержней в заземлителях с применением в качестве защитного покрытия рабочих поверхностей резьбового соединения термодиффузионного цинкового (ТДЦ) покрытия приводит к преждевременному выходу заземлителя из строя, поскольку не способно обеспечить необходимую электрическую проводимость для удержания заданного сопротивления заземления.
